【白铁皮螺旋风管供应商】_镀锌螺旋风管多少钱_白铁皮螺旋风管(联系我们)
2022-07-21 09:15:03
使用螺旋风管安装时有哪些优势?
1.精巧的螺旋压制楞筋工艺使螺旋风管具有承受压力的佳强度,增加螺旋型楞筋后,咬口潜缝厚度是管体的四倍,管道的刚性非常大,显示出坚固的优越性,能承受大的压力负荷而无损变形,用材厚度可减小15%,降低成本。
2.相同截面积时白铁皮螺旋风管,长宽比为1:3的矩形风管周长比螺旋风管的周长长40%,用材省;同理而言,由于螺旋风管周长短,保温用材也可相应减少。
3.管路布局优美、立体感强:当管道作为一种建筑特点而必须暴露时,优美典雅的成型法兰风管将是之选。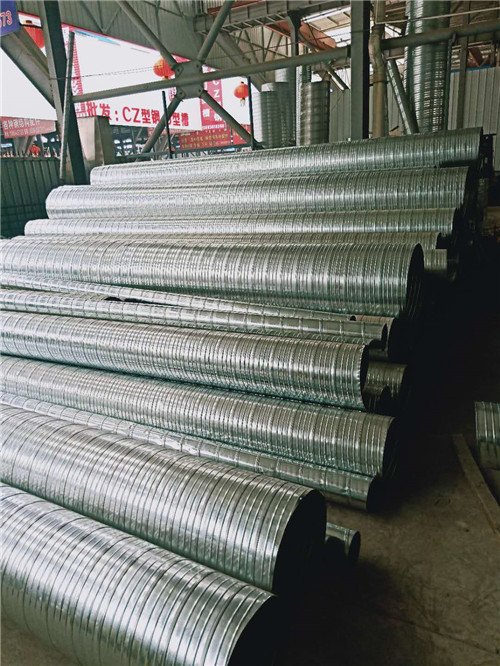
宏宾铁业——螺旋风管
风管所用的螺栓、螺母、垫圈和铆钉均应采用与管材性能相匹配、不会产生电化学腐蚀的材料,或采取镀锌或其他防腐措施,并不得采用抽芯铆钉;不应在风管内设加固框及加固筋,风管无法兰连接不得使用S形插条、直角形插条及立联合角形插条等形式;空气洁净等级为1~5级的净化空调系统风管不得采用按扣式咬口;风管的清洗不得用对人体和材质有危害的清洁剂;镀锌风管不得有镀锌层严重损坏的现象,如表层大面积白花、锌层粉化等镀锌螺旋风管。
不锈钢螺旋风管焊接工艺及流程知识
不锈钢螺旋风管焊接连接的工艺流程有哪些?
为此请教了这方面的,据他们介绍,不锈钢管焊接连接的工艺流程为:安装准备→预制加工→安装干管→安装立管→安装支管→管道防腐和保温→管道冲洗和试压。
1.预制加工
是按照图纸,画出管道的分路、管径、变径、预留管口以及阀门位置等草图,并做好标记,然后标记出实际准确尺寸。按图纸进行预加工,按管段进行分组标号,阀门试压合格后才能使用。
2.干管的安装
(1)一般管道焊接应采用手工亚弧焊,以保证管道内的清洁;切割时应使用砂轮切割机。
(2)管壁厚不大于4mm时,可不开坡口,焊接时两管之间应留有2—3mm的间隙;当大于4mm时,则要开单边坡口或V形坡口,坡口度为65度左右,焊接时两管之间应留有2—3mm的间隙。
(3)管子组对时其内外壁应平齐,错边总量不能超过2mm。
(4)管道安装时每米偏差不大于1mm,全长偏差应不大于10mm。
(5)管道支吊架应选用角钢进行现场加工制作,以便对支架的制作质量进行控制。
3.立管的安装
将立管按编号进行分层排开,按照顺序进行安装。在进行安装时,每层应至少设立一个管卡。安装好后,用线坠吊直找正。
4.通水试验
灌s水试验要求:灌s水高度应不低于地面高度,时间为20分钟,液面不下降,则说明管道不渗漏,为合格。
通球试验要求:利用硬质空塑料球,球径为管内径的2/3—3/4。把球从顶端放入,在底部进行检查,要在管内通入水,如果试球通畅,即为合格。

的螺旋风管有哪些特点
螺旋风管要达到这样的效果,起码产品要做到以下几点基本要求.
一:掌握通风管道内流动阻力 (摩擦阻力和局部阻力)的计算方法和压力分布规律;
第二:熟练掌握比摩阻、典型局部构件的局部阻力系数的确定方法;
第三:掌握均匀送风管道设计计算的原理和方法;
第四:掌握风管的布置和选择;
第五:了解气力输送系统的管道计算和气一固两相流的阻力特性;
第六:能确定风管系统风机的工作点.
第七:螺旋风管在生产过程中的咬合口一定要压紧,以防松动造成漏气。
第八:当今才厂房都比较现代化的钢结构厂房,因此螺旋风管固定的跨度一般在六米,这就要求螺旋风管加工要有很高的强度。
螺旋风管内胀芯管的密封原理
内胀芯管安装时被顶推螺杆完全胀开.芯管外壁与风管内壁紧密贴合,形成一道密封面口芯管端部开口采用衬板封闭,形成第二道密封面。
橡胶密封圈与风管壁压紧,形成了第三道密封面,从而可靠地满足了芯管连接的密封要求。
内胀芯管用于风管连接时的操作
安装前先将“0”形橡胶密封圈绷紧嵌在芯管的“v”形槽内,芯管开口处的两端头处于搭叠状态,缩小直径.使之能很容易地放入待连接管道的口部,安装时依靠顶推螺杆使芯管径向胀开,当芯管两端头正好对齐时,完成内胀操作,此时芯管壁与风管壁已紧密贴合,然后用自攻螺丝或拉铆钉把芯管与螺旋风管沿周圈固定即完成安装口。
风管加工的操作工艺
1、划线要据风管的不同尺寸形状和规格,分别进行,同时对同一段通风管道风管要完整进行,防止划线错孔,下料的多少有误。
2、板材剪切依据划线的阶段不同,分别进行,同时必须进行下料的复核,以免有误。按划线形状用机械剪刀和手工剪刀进行剪切。
3、风管加工剪切时,手严禁伸人机械压板空隙中,上刀架不准放置工具等物品,调整板料时,脚不能放在踏板机上,使用固定式震动剪两手要扶稳钢板,手离刀口不得小于5cm,用力均匀适当。
4、板材下料后在轧口之前,必须用倒角机或剪刀进行倒角工作。
5、金属薄钢板制作的风管用咬口连接、铆钉连接、焊接等不同方法。不同板材咬口或焊接界限如表lO规定。
6、咬口宽度和留量根据板材厚度而定。
7、焊接时必须焊缝均匀,无裂纹及加渣现象;铆钉连接时,必须时铆钉中心先垂直于版面,铆钉头把材材压紧,使板缝密合并排列整齐、均匀。另板材之间铆接,一般中间可不加垫料,设计规定时,遵循设计。
8、咬口时手指距滚轮护壳不小于50mm,手不准放在咬口机轨道上扶稳板料。
9、咬口后的板料将画好的折方线放在折方机上,置于下模的中心线,操作时,使机械上刀片中心线与下模中心线重合,折成所需要的角度。
lO、折方时应互相配合并与折方机保持一定距离,以免被翻转的钢板或配件碰伤。
l l、制作圆风管加工时,将咬口两端拍成圆弧状放在卷圆机上卷圆。按风管直径规格适当调整上、下辊间距,操作时,手不得直接推送钢板。
12、折方或卷圆后的钢板用合口机或手工进行合缝。操作时用力均匀,不宜过重。单、双口确实咬合,无胀裂和半咬口现象。













