【保温螺旋风管批发】联系方式,厂家,(电话咨询)
2020-05-17 09:45:00
螺旋风管特点
经济性:
A:根据国家规范保温螺旋风管,同等管径螺旋风管,板厚降低10-15%。(主材造价降低10-15%);
B:同等条件下满状辅材(吊键等)结果简单,数量少,安装辅材造价降低30% ;
C:施工时吊装效率比矩形风管提高一倍;
D:同等条件下,可将举行风管低速送排风变为高速送排风,系统设计可减少风管总量,不仅经济,而且节约空间。
可能性:
A:同样板厚及同等管径螺旋风管下,螺旋风管强度高;
B: 风管外表为圆形,外形美观;
C:同等截面下镀锌螺旋风管,圆形风管比矩形风管结构张力合理,大幅度提高风管刚性,明显降低颤震噪音;
D:同等长度下,法兰连接数量少,蜜蜂性能优于矩形风管,使系统通风质量大大提高,风管。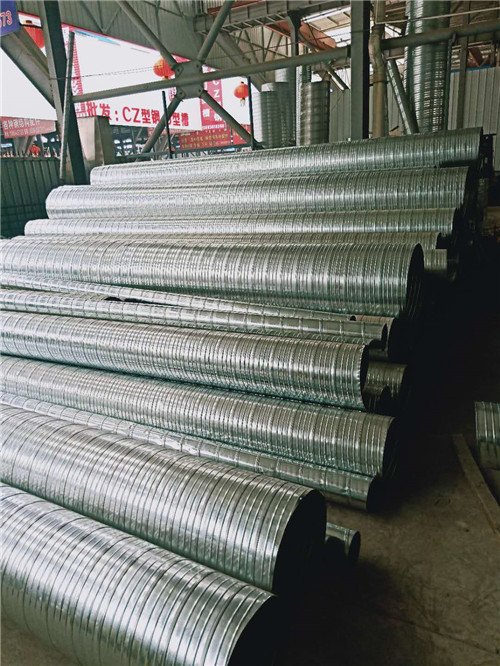
宏宾铁业——螺旋风管
风管所用的螺栓、螺母、垫圈和铆钉均应采用与管材性能相匹配、不会产生电化学腐蚀的材料,或采取镀锌或其他防腐措施,并不得采用抽芯铆钉;不应在风管内设加固框及加固筋,风管无法兰连接不得使用S形插条、直角形插条及立联合角形插条等形式;空气洁净等级为1~5级的净化空调系统风管不得采用按扣式咬口;风管的清洗不得用对人体和材质有危害的清洁剂;镀锌风管不得有镀锌层严重损坏的现象不锈钢螺旋风管,如表层大面积白花、锌层粉化等。
焊接螺旋风管的技术要求
(1)手工电弧焊时焊机应采用直流反接,亚弧焊时应采用直流正接。
(2)在焊接前,应将焊丝用不锈钢丝刷掉表面的氧化皮,并用丙s酮清洗,然后进行烘干,随取随用。
(3)打底焊时焊缝厚度应尽量薄,这样利于与根部熔合良好;收弧时要成缓坡形,如有收弧缩孔,应用磨光机磨掉。必须在坡口内引弧熄弧,熄弧时应填满弧坑,防止弧坑裂纹。
(4)为了防止碳化物析出敏化及晶间腐蚀,应严格控制层间温度和焊后冷却速度,所以要求焊接时层间温度控制在60℃以下。
(5)在施焊时尽量使用亚弧焊摇把技术,该技术能很好的控制焊层表面颜色以及成形,焊接效果比较理想。
螺旋风管应避免在风管焊缝及其边缘处开孔,后一步就是焊接后,应注意清除焊缝处的熔渣,并用不绣钢丝刷或铜丝刷刷出金属光泽,再用酸洗膏进行酸洗钝化,后用热水清洗干净。
螺旋风管操作安全要求浅析
螺旋风管的要求是很多的,但我们着重来讲解常规要求,以便大家能够对螺旋风管有更深入的了解与认识,从而增加自己在这方面的专业知识,并能在以后实际中运用起来,那下面我们来展开具体的介绍说明。
1.常规要求
(1)螺旋风管支、吊架的规格型号、强度以及钢度,必须要符合设计要求。
(2)支、吊架应安装牢固可靠,并且要与风管有良好的接触,受力也要均匀。
(3)一些部件的规格尺寸,以及安装位置等方面,要符合设计要求。
螺旋风管腐蚀的原因
风管腐蚀程度是越来越严重,一旦出现该问题的话,则会降低其抗腐蚀能力,缩短其使用寿命。对于通风系统来讲,则会降低其严密性,所以它的危害是不容小觑的。
风管出现腐蚀,其主要原因,一般有以下这些,为:
(1)风管所使用的板材,其下料或加工方式方法不当。
(2)风管在加工制造过程中,就出现了腐蚀现象,但并没有及时进行处理。
(3)风管的焊接方法没有选择正确,也就是焊接方法不当。
(4)风管焊接好以后,没有及时进行清洁和清理,就进行后续处理了。













