保温螺旋风管_平度保温螺旋风管多少钱_推荐信息放心选择
2020-05-16 09:52:05
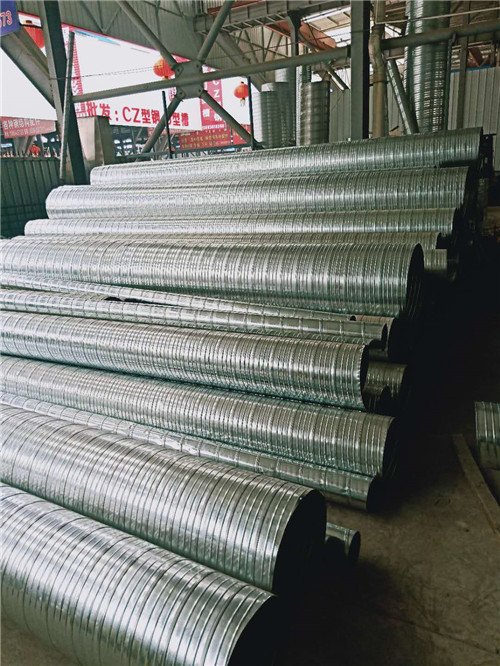
使用螺旋风管安装时有哪些优势?
通常只需较小的安装空间保温螺旋风管。
在不增加任何压降的情况下螺旋风管,相同的安装空间内直径为200mm的圆形管道可取代250×150mm的矩形管道。在不增加额外安装空间的前提下,数条平行的圆形管道可取代扁平矩形管道。考虑了所有的因素,在绝大多数情况下,圆形管道所占用的空间都要少于矩形管道。对同样的压力特性,数条圆形管道的安装空间常常与一条矩形管道的的安装空间相同或更少。许多矩形管道系统安装时需要4螺栓系统,因而在管道的各个方向增加40~80mm。
螺旋风管厂家的优势
螺旋风管的安装显著地减少了管与管之间的连接点镀锌螺旋风管,使管件结合部的泄漏减少到s低程度,典型的螺旋风管长度是3~6m,而典型的矩形风管的长度只有1~1.5m;且连接两个螺旋风管只需一个管接件,而传统的矩形风管的连接则常常需要一个完全独立的双法兰系统。
不增加任何压降的情况下,相同的安装空间内直径为200mm的圆形管道可取代250×150mm的矩形管道。在不增加额外安装空间的前提下,数条平行的圆形管道可取代扁平矩形管道。考虑了所有的因素,在绝大多数情况下,圆形管道所占用的空间都要少于矩形管道。对同样的压力特性,数条圆形管道的安装空间常常与一条矩形管道的的安装空间相同或更少。许多矩形管道系统安装时需要4螺栓系统,因而在管道的各个方向增加40~80mm。
精密的咬口成型工艺:进口设备所采用的模具均为特种钢材结构,即使使用了三五年,其压制模具的表面仍保持不变,使得镀锌钢板的表面不受损伤,大大的延长了风管的使用寿命,同时接缝均匀平整、咬口紧密、连接力强、密封性好。
安全密封圈防漏系统:精巧的螺旋压制楞筋工艺使螺旋风管具有承受压力的s佳强度,增加螺旋型楞筋后,咬口潜缝厚度是管体的四倍,管道的刚性非常大,显示出坚固的优越性,能承受s大的压力负荷而无损变形,用材厚度可减小15%,降低成本。
相同截面积时,长宽比为1:3的矩形风管周长比螺旋风管的周长长40%,用材省;同理而言,由于螺旋风管周长短,保温用材也可相应减少。

浅述螺旋式风管的广泛用途及其优势特点
螺旋式风管的制作是采用带钢带状卷料,通过风管成型机一次咬出咬口骨形,并沿螺旋渐开线轨迹卷成圆形管状,同时将咬口缝压紧,后按需要的长度切割而成。螺旋风管自投放市场以来,因其本身具有性能及低廉的动作成本,被广泛应用于造船、通风、空调、净化、桥梁除尘、机场、隧道等建筑行业。
1、送冷风和热风常见的是中央空调的管道,这种管道需要加保温材料。螺旋风管也可内贴保温材料,使风道具有螺旋形的漂亮外观,可免吊顶,从而降低了工程造价。
2、通风系统:送新风和排气,将有害气体排出室外,把室外新鲜空气送至室内,一般而言,通风系统的流量都很大,因此要求使用阻力较小的空气输送管道,以节省造价和运行费用——螺旋风管就适用。一般情况下使用镀锌铁管,有腐蚀性及特别潮湿的场所使用不锈钢管。
3、散装物料的输送在工厂的生产过程中,需要输送松散的颗粒,特别是比重不大的如发泡塑料粒之类,使用螺旋风管,造价低,效果好。
4、排油烟饭店、酒楼、烧烤店、宾馆的厨房有大量油烟产生,需要排出,使用螺旋风管zui适用。
5、集中供热工程热气管道,保温层的外层,使用螺旋风管,使管道寿命长,质量好。
圆形风管与矩形风管相比在严密性、强度、面积周长比等方面具有较大的优势,但其制作较矩形风管困难,而且其s主要的难度来自于占用的空间高度大,但随着螺旋风管的应用,圆形风管的缺点在一定程度上得到改善,使得圆形的螺旋风管得到推广。
螺旋风管的经济性
A:依据国家规范,平等管径,板厚下降10-15%。(主材造价下降10-15%);
B:平等条件下满状辅材(吊键等)成果简略,数量少,装置辅材造价下降30%;
C:施工时吊装功率比矩形风管进步一倍;
D:平等条件下,可将举行螺旋风管低速送排风变为高速送排风,体系规划可减少风管总量,不仅经济,并且节省空间。
不锈钢螺旋风管焊接工艺及流程知识
不锈钢螺旋风管焊接连接的工艺流程有哪些?
为此请教了这方面的,据他们介绍,不锈钢管焊接连接的工艺流程为:安装准备→预制加工→安装干管→安装立管→安装支管→管道防腐和保温→管道冲洗和试压。
1.预制加工
是按照图纸,画出管道的分路、管径、变径、预留管口以及阀门位置等草图,并做好标记,然后标记出实际准确尺寸。按图纸进行预加工,按管段进行分组标号,阀门试压合格后才能使用。
2.干管的安装
(1)一般管道焊接应采用手工亚弧焊,以保证管道内的清洁;切割时应使用砂轮切割机。
(2)管壁厚不大于4mm时,可不开坡口,焊接时两管之间应留有2—3mm的间隙;当大于4mm时,则要开单边坡口或V形坡口,坡口度为65度左右,焊接时两管之间应留有2—3mm的间隙。
(3)管子组对时其内外壁应平齐,错边总量不能超过2mm。
(4)管道安装时每米偏差不大于1mm,全长偏差应不大于10mm。
(5)管道支吊架应选用角钢进行现场加工制作,以便对支架的制作质量进行控制。
3.立管的安装
将立管按编号进行分层排开,按照顺序进行安装。在进行安装时,每层应至少设立一个管卡。安装好后,用线坠吊直找正。
4.通水试验
灌s水试验要求:灌s水高度应不低于地面高度,时间为20分钟,液面不下降,则说明管道不渗漏,为合格。
通球试验要求:利用硬质空塑料球,球径为管内径的2/3—3/4。把球从顶端放入,在底部进行检查,要在管内通入水,如果试球通畅,即为合格。
在咬口成型工艺上,是采用了怎样的工艺?
螺旋风管的咬口成型工艺,主要的是采用模具来进行完成的。由于其压制模具表面可以长时间保持不变,从而大大延长了风管的使用寿命。并且,在其密封性能、连接强度以及咬口紧密度上,也是有好的表现的。
对于螺旋风管,为这一风管的学习工作,提供了很大帮助,并使得大家能在其学习道路上有所进步。所以,对于其的掌握程度,应达到牢固程度才行,这样才能实现知识的充分利用。