供应螺旋风管_镀锌螺旋风管价格(认证商家)
2025-05-04 08:09:29
螺旋风管加工安装风管连接注意事项
螺旋风管加工要求:
一、螺旋风管加工连接要求:
1)单壁螺旋风管直径≤600mm采用芯管插接加自攻螺丝连接方式,直径>600mm采用角钢法兰连接。
2)双壁螺旋风管直径<650mm采用机械法兰连接,直径≥650mm采用角钢法兰连接。
二、双壁螺旋风管加工一般规定:
1)外层螺旋风管镀锌板为热镀锌,其外层镀锌板厚度同单壁螺旋风管要求。
2)内层板为0.55mm厚的穿孔镀锌板,穿孔率应在30%以上。
3)中间保温层采用厚度为25mm、密度为32kg/m3的玻璃棉做保温吸声,外贴碳化无纺布。
三、单壁螺旋风管加工:
钢带架上装好成卷的薄钢带,薄钢带通过切断与焊接机构进入压制成型工作部分,成型工作头(模具)使通风管道按规定的管径锁缝成形。成型螺旋管沿成品架不断加工,向前延长,移动锯根据所需尺寸截取卷好的圆形螺旋通风管。然后从成品架上卸下放至成品区,按系统编好号。
螺旋风管的常见清洗方法
螺旋风管是专门为房间或设备的送风和排风工作进行服务的管道。而安装完的风管要保证表面光滑洁净,才能确保其使用功效不锈钢螺旋风管。因此,螺旋风管有很多种清洗的方法。
今天,我们宏宾铁业就来给大家分享一下有关于我们的螺旋风管的几种清洗方式吧!
1、气体冲洗法
这种方式,主要是借助于连接到风管的配备有喷嘴的软管,来通过输送压缩空气的方法进行s气压冲洗。依靠喷嘴来提升压强,使得压缩空气能将尘土和秽物等都喷出去。而被压缩空气去除掉的秽物和尘土则顺着风管被输送到真空的集容器当中,以避免二次污染。
2、真空吸污法
通过用类似手握式的真空吸污管来进行吸污处理,之后再用刷子直接接触管道内壁以清除秽物。这种方法需要螺旋风管有较大的检修孔让进行去污处理的操作工人能够有足够的操作空间。
此外,这种方法有可能会漏掉一部分尘土和秽物,因为螺旋风管不能形成完全的负压条件。
3、动力洗刷法
用气动或者电动的毛刷将脏污刷动,然后将秽物用和气体冲洗相同的方法和方向被吸到真空收集器中。不过,在使用这种方法时,要求尽可能得小心以免破坏保温材料的表面。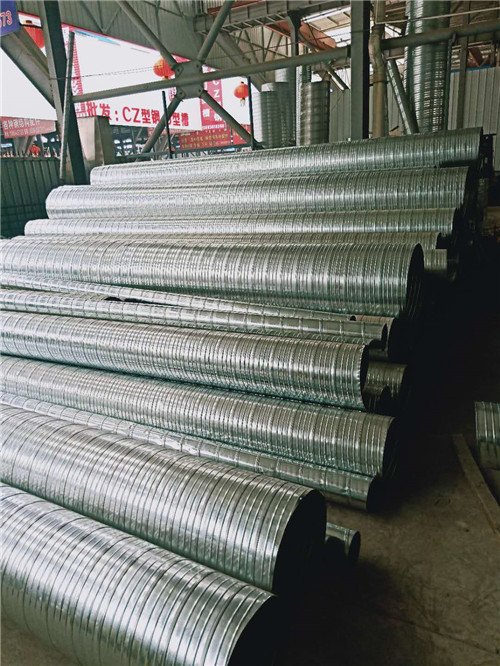
镀锌螺旋风管的安装注意事项
镀锌螺旋风管虽然十分好用,但在施工过程中如果安装不当,就很难发挥应有的作用。下面,我们宏宾铁业就来提醒一下各位消费者需要注意的安装要点吧!
镀锌螺旋风管的安装注意事项
1、镀锌螺旋风管穿墙时应用不燃保温材料封堵如岩棉。
2、镀锌螺旋风管安装时其内应边安装边穿尼龙线,以便于严密性检测时拖动行灯检测,严密性检测前应准备150W安全行灯与至少50米电线。
3、编号时应注明系统名称层别、序号、断面规格、每节长度等。
4、支吊架安装时膨胀栓孔深度为膨胀螺栓导管长度加1~1.5CM.
5、支架及镀锌螺旋风管安装时应拉线安装,以便于安装完毕调整直线度与平面度。镀锌螺旋风管吊杆应保持垂直,同一规格镀锌螺旋风管的吊杆应保持于一条长度方向的直线上。
6、管道安装调直后应就法兰连接部位重新用阻燃密封胶密封。
7、吊杆与托架联接时,要按照上部一个、下部两个的标准固定好螺母,并家装防振橡胶垫厚10MM左右,以防镀锌管道振动时螺母松动。
8、较长的管道有高差变化时,应在低处应根据客观实际情况设置接水盘,并有水封。
9、直径或长边大于630MM的风阀处应单独设置支吊架,风阀方向应正确,防火阀距墙不得大于200MM.
10、镀锌螺旋风管在穿越防火卷帘及防火墙时,应额外再加设防护导管,且导管厚度不得小于1.6MM。另外,要注意导管与镀锌螺旋风管间用不燃保温材料封堵(如岩棉)。
螺旋风管腐蚀的原因
风管腐蚀程度是越来越严重,一旦出现该问题的话,则会降低其抗腐蚀能力,缩短其使用寿命。对于通风系统来讲,则会降低其严密性,所以它的危害是不容小觑的。
风管出现腐蚀,其主要原因,一般有以下这些,为:
(1)风管所使用的板材,其下料或加工方式方法不当。
(2)风管在加工制造过程中,就出现了腐蚀现象,但并没有及时进行处理。
(3)风管的焊接方法没有选择正确,也就是焊接方法不当。
(4)风管焊接好以后,没有及时进行清洁和清理,就进行后续处理了。
风管加工的操作工艺
1、划线要据风管的不同尺寸形状和规格,分别进行,同时对同一段通风管道风管要完整进行,防止划线错孔,下料的多少有误。
2、板材剪切依据划线的阶段不同,分别进行,同时必须进行下料的复核,以免有误。按划线形状用机械剪刀和手工剪刀进行剪切。
3、风管加工剪切时,手严禁伸人机械压板空隙中,上刀架不准放置工具等物品,调整板料时,脚不能放在踏板机上,使用固定式震动剪两手要扶稳钢板,手离刀口不得小于5cm,用力均匀适当。
4、板材下料后在轧口之前,必须用倒角机或剪刀进行倒角工作。
5、金属薄钢板制作的风管用咬口连接、铆钉连接、焊接等不同方法。不同板材咬口或焊接界限如表lO规定。
6、咬口宽度和留量根据板材厚度而定。
7、焊接时必须焊缝均匀,无裂纹及加渣现象;铆钉连接时,必须时铆钉中心先垂直于版面,铆钉头把材材压紧,使板缝密合并排列整齐、均匀。另板材之间铆接,一般中间可不加垫料,设计规定时,遵循设计。
8、咬口时手指距滚轮护壳不小于50mm,手不准放在咬口机轨道上扶稳板料。
9、咬口后的板料将画好的折方线放在折方机上,置于下模的中心线,操作时,使机械上刀片中心线与下模中心线重合,折成所需要的角度。
lO、折方时应互相配合并与折方机保持一定距离,以免被翻转的钢板或配件碰伤。
l l、制作圆风管加工时,将咬口两端拍成圆弧状放在卷圆机上卷圆。按风管直径规格适当调整上、下辊间距,操作时,手不得直接推送钢板。
12、折方或卷圆后的钢板用合口机或手工进行合缝。操作时用力均匀,不宜过重。单、双口确实咬合,无胀裂和半咬口现象。













