圆形螺旋风管_圆形螺旋风管价格
2024-08-21 09:06:48
造成成型风管开裂、咬口尺寸不稳、宽窄不一的主要原因
造成成型风管开裂的主要原因是公口、母口尺寸预留量不当,制造精s确度差,公差配合间隙过大圆形螺旋风管。
出现以上问题螺旋风管,可通过调整咬口装置上的调节螺栓,精s确控制公口、母曰的尺寸预留量,使其符合规定标准。
造成风管咬口尺寸不稳、宽窄不一的主要原因是调整螺栓未上紧,钢板带工作过程中左右晃动,导致公口、母口的尺寸发生变化。
解决上述问题,可调整螺栓的松紧程度到适宜水平,以不影响钢板带正常运行为准。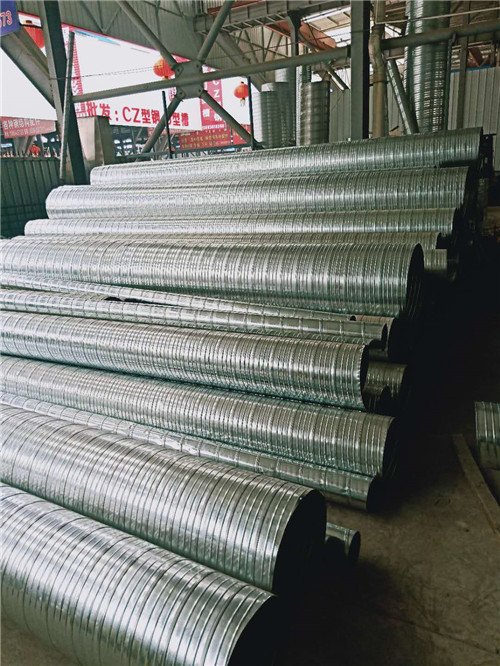
造成风管咬口跑偏的原因
出现咬口跑偏主要是上料架所对应的钢带尺寸角度过大或过小。解决该问题的主要办法是镀锌螺旋风管,设备运行前仔细检查公口、母口咬合处,将公口调整到母口中央位置。然后将机器调整到手动档,手动运转,继续调整公口、母口位置。如运转一周,公口始终位于母口中央位置,即可调整为自动档进行批量生产。
我们供应的产品均为标准化产品,而且价格优惠不锈钢螺旋风管,安装简便,欢迎您的来电咨询。

焊接螺旋风管的技术要求
(1)手工电弧焊时焊机应采用直流反接,亚弧焊时应采用直流正接。
(2)在焊接前,应将焊丝用不锈钢丝刷掉表面的氧化皮,并用丙s酮清洗,然后进行烘干,随取随用。
(3)打底焊时焊缝厚度应尽量薄,这样利于与根部熔合良好;收弧时要成缓坡形,如有收弧缩孔,应用磨光机磨掉。必须在坡口内引弧熄弧,熄弧时应填满弧坑,防止弧坑裂纹。
(4)为了防止碳化物析出敏化及晶间腐蚀,应严格控制层间温度和焊后冷却速度,所以要求焊接时层间温度控制在60℃以下。
(5)在施焊时尽量使用亚弧焊摇把技术,该技术能很好的控制焊层表面颜色以及成形,焊接效果比较理想。
螺旋风管应避免在风管焊缝及其边缘处开孔,后一步就是焊接后,应注意清除焊缝处的熔渣,并用不绣钢丝刷或铜丝刷刷出金属光泽,再用酸洗膏进行酸洗钝化,后用热水清洗干净。
机制的螺旋风管具有的优点
(1)密封性好。
(2)强度与刚性均好。
(3)通风阻力小,通风噪声小,圆管优于方管。
(4)安装方便,连接点少。
(5)档次高,外表美观。
使用材料
材质常用镀锌铁带(俗叫星铁),不锈钢带,软铝带,材料厚度:0.3至1.2毫米材料宽度:125毫米制管直径φ125至φ1500毫米(直径与厚度适当配合),无级选择。
通风工程降低造价方法
由于螺旋风管有骨(螺旋形咬缝)可提高强度30%,故可选用较薄的材料,比如0.8毫米的厚度可改为0.6毫米。
螺旋风管抱箍与风管法兰相比的优势
首先,抱箍具有美观的特点。风管抱箍是由厚镀锌板材压制而成,只比螺旋风管稍大。颜色与风管天然混成,v形曲线优美,远观根本看不出风管之间有接头。而风管法兰由角铁卷成,然后喷银色油漆,与镀锌颜色有明显色差。外观方面风管抱箍胜。
其次,抱箍安装更加方便。风管法兰一般是开始由自攻螺丝固定两个在螺旋风管上面,然后法兰之间要收紧少8个螺母,连接很费功夫,以后维修也很不方便。风管抱箍只要把螺旋风管两侧反一点点边,然后卡住,轻轻收紧两个螺母就连接成功。后期维护也非常方便.
再次,v形风管抱箍标准化生产,成本低廉,能够有效节约工程成本,是法兰的更新换代产品。
第四,风管抱箍比较轻,能减少长沙螺旋风管的重量,方便螺旋风管的吊装。当然风管抱箍在某些场合与风管法兰相比也有一定的缺陷。没有法兰经久耐用,在连接直径比较大的螺旋风管(大于700mm)没有法兰紧固。













