镀锌螺旋风管公司多少钱(推荐)_即墨镀锌螺旋风管多少钱
2023-03-14 09:09:52
螺旋风管机是怎么进行工作的
镀锌螺旋管的强度高,1.0mm的材料可以改为0.6mm,可以降低成本.镀锌,顾名思义,主要是在铁皮上镀锌,保护铁皮不受腐蚀、锈蚀、变形等自然环境的影响.
白铁管早广泛应用于吸风、除尘、排烟等各种管道.随着镀锌螺旋管的出现,白铁管逐渐消除,不锈钢材料的螺旋风管高,镀锌螺旋管已成为各种管道系统的共同生产。
镀锌螺旋管主要用于以下领域:废气处理.镀锌螺旋管具有较大的风量和较小的压力.工厂车间的废气要从外面排放.螺旋管作为一种新型的管道施工技术,其生产效益是不言而喻的:美观、强度高、机械自动化程度高、加工和制造速度快,可以减少设备的任务量,大大提高任务的效率。自少数繁荣国加的出现以来,我国圆管加工质量取得了长足的进步,完成了圆管加工质量的飞跃。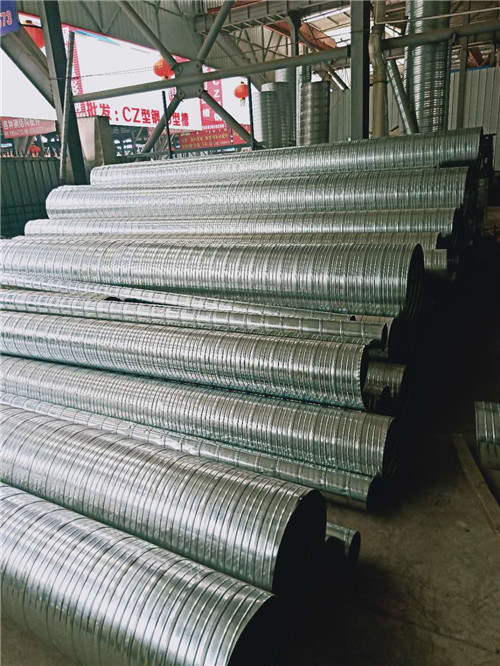
螺旋风管在绝热和消音上的优点
今天,我们就来说用一下螺旋风管在绝热和消音上的优点,希望可以给大家带来少许的帮助!
螺旋风管应用的地方不少,起到的作用也是非常重要的。螺旋风管不仅在其他方面优于矩形方管等通风管道,在绝热和消音这方面,也具有相当大的优点,螺旋风管因为结构的特点,它的绝热性能非常好,可以大幅减少空调的散热损失,这就减少了通风管道系统的设备容量,从而使得通风管道设备投入的费用减少,并且管道系统在日常营运过程中,能量损耗少,因此运行费用也相应会减少。
第二,螺旋风管本身就具有消声器的特点,与矩形方管系统比,不需要再安装像消声罩和消声弯头之类的消声配件。这又减少了一笔设备费用。
螺旋风管的优势
螺旋风管的安装显著地减少了管与管之间的连接点,使管件结合部的泄漏减少到s低程度,典型的螺旋风管长度是3~6m,而典型的矩形风管的长度只有1~1.5m;且连接两个螺旋风管只需一个管接件,而传统的矩形风管的连接则常常需要一个完全独立的双法兰系统。
1.标准化产品。
螺旋圆风管的配件(管件和接头)的生产已高度自动化、系统化,并具有工业化的质量控制。
2.安装费用低。
圆形风管系统的安装时间只有相类似的矩形管道的1/3。
3.通常只需较小的安装空间。
在不增加任何压降的情况下,相同的安装空间内直径为200mm的圆形管道可取代250×150mm的矩形管道。在不增加额外安装空间的前提下,数条平行的圆形管道可取代扁平矩形管道。考虑了所有的因素,在绝大多数情况下,圆形管道所占用的空间都要少于矩形管道。对同样的压力特性,数条圆形管道的安装空间常常与一条矩形管道的的安装空间相同或更少。许多矩形管道系统安装时需要4螺栓系统,因而在管道的各个方向增加40~80mm。
4.压降低:众所周知,圆形风管的风阻比矩形风管的风阻要小得多。
椭圆形螺旋风管的优势
1.椭圆形螺旋风管的尺度比较长,较矩形风管可减少接驳所需人工以及接口漏风时机;其连续螺旋构造可保证无须加防漏胶也不会漏风。
2.管内表面润滑,不存在涡流区域,空气摩擦的损失和噪音小。
3.螺旋咬口严密无泄露,起到加强筋作用,加强了螺旋风管强度,可以选用较薄的镀锌板材。
4.机械出产,风管尺度保持一致,长度zui大可达到12m,连接比较简洁,现场施工方便。
5.占用空间高度小,可增大楼层的层高和充分利用天花板空间,节省工程投入,十分适合中央空调通风管道体系。
6.安装时较容易与建筑内部构造配合,明装时外表美观。
不锈钢螺旋风
不锈钢螺旋风管与不锈钢焊接风管的材质都是不锈钢;那么它们虽然拥有一样的材质;但是它们却有不同的优点:
在大型建筑中,为了达到好的通风效果,通常会采取一些通风措施,通常还会加设一些通风管道,来实现通风换气的功能,而达到这一目的,我们是通过螺旋风管来实现的,因此螺旋风管得到了很广泛的应用。
虽然螺旋风管具有很多优点,但是,它大多数情况下是暴露于室外,因此会受到风吹雨淋,以及日晒,这些因素会侵蚀或者腐蚀螺旋风管,因此要求它具有防腐性能,由此而产生的产品有镀锌螺旋风管、不锈钢螺旋风管以及复合螺旋风管,这三种风管具有耐腐蚀性。
螺旋风管的作用,除了上面讲到的通风换气外,还可以进行排气,或者用来输送一些泡沫塑料等轻质材料。
风管加工的操作工艺
1、划线要据风管的不同尺寸形状和规格,分别进行,同时对同一段通风管道风管要完整进行,防止划线错孔,下料的多少有误。
2、板材剪切依据划线的阶段不同,分别进行,同时必须进行下料的复核,以免有误。按划线形状用机械剪刀和手工剪刀进行剪切。
3、风管加工剪切时,手严禁伸人机械压板空隙中,上刀架不准放置工具等物品,调整板料时,脚不能放在踏板机上,使用固定式震动剪两手要扶稳钢板,手离刀口不得小于5cm,用力均匀适当。
4、板材下料后在轧口之前,必须用倒角机或剪刀进行倒角工作。
5、金属薄钢板制作的风管用咬口连接、铆钉连接、焊接等不同方法。不同板材咬口或焊接界限如表lO规定。
6、咬口宽度和留量根据板材厚度而定。
7、焊接时必须焊缝均匀,无裂纹及加渣现象;铆钉连接时,必须时铆钉中心先垂直于版面,铆钉头把材材压紧,使板缝密合并排列整齐、均匀。另板材之间铆接,一般中间可不加垫料,设计规定时,遵循设计。
8、咬口时手指距滚轮护壳不小于50mm,手不准放在咬口机轨道上扶稳板料。
9、咬口后的板料将画好的折方线放在折方机上,置于下模的中心线,操作时,使机械上刀片中心线与下模中心线重合,折成所需要的角度。
lO、折方时应互相配合并与折方机保持一定距离,以免被翻转的钢板或配件碰伤。
l l、制作圆风管加工时,将咬口两端拍成圆弧状放在卷圆机上卷圆。按风管直径规格适当调整上、下辊间距,操作时,手不得直接推送钢板。
12、折方或卷圆后的钢板用合口机或手工进行合缝。操作时用力均匀,不宜过重。单、双口确实咬合,无胀裂和半咬口现象。














