崂山区工业除尘螺旋风管批发公司 (多图)
2023-01-19 09:10:35
使用螺旋风管安装时有哪些优势?
1.精巧的螺旋压制楞筋工艺使螺旋风管具有承受压力的佳强度工业除尘螺旋风管,增加螺旋型楞筋后螺旋风管,咬口潜缝厚度是管体的四倍,管道的刚性非常大,显示出坚固的优越性,能承受大的压力负荷而无损变形,用材厚度可减小15%,降低成本。
2.相同截面积时,长宽比为1:3的矩形风管周长比螺旋风管的周长长40%,用材省;同理而言,由于螺旋风管周长短,保温用材也可相应减少。
3.管路布局优美、立体感强:当管道作为一种建筑特点而必须暴露时,优美典雅的成型法兰风管将是之选。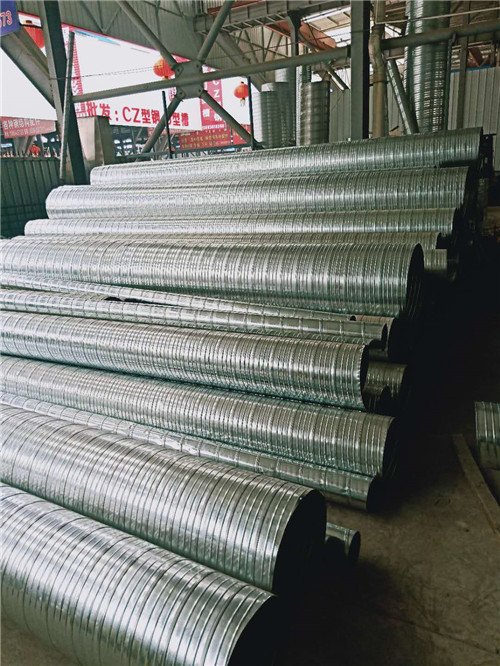
螺旋风管的作用
由于铁皮容易在各种环境下发生化学反应,造成腐蚀、生锈。而锌在干燥的空气中几乎不发生变化。在潮湿的空气中,锌表面会生成致密的碱式碳酸锌膜。螺旋风管主要是在风管铁皮上镀上一层锌,对铁皮起到保护的作用。锌镀层经钝化处理、染色或涂覆护光剂后,能显著提高其防护性和装饰性。
螺旋风管市场上按材质一般分为三类:镀锌螺旋风管、不锈钢螺旋风管以及复合螺旋风管。其中,不锈钢风管质量s好,适用性强,但价格高。
市场上广的螺旋风管是镀锌板的。镀锌板螺旋风管,基本是不锈钢螺旋风管的特性,但是价格相对只有不锈钢风管的三分之二甚至更低。复合螺旋风管一般应用在外界环境较为普通,对风管要求不太高的场所.
螺旋风管的应用
螺旋风管适用范围非常广泛。净化系统送回风管、中央空调通风管、工业送排风通风管、环保系统吸排风管、矿用涂胶布风筒等,螺旋风管因s先应用于通风送冷,故归入风管类,这是按其用途定下的名称,但它又可用于其它地方,甚至用来排水,排液体或作容器,这就不能叫它风管。按构造来命名,应管它叫螺旋咬缝薄壁管,由于主要用金属做的又管它叫螺旋咬缝金属管。
送风,包括通气,如送鲜风和排气,这个范围很广,如工厂车间,生产场地空气,由于有害气体产生需要排出室外,又需要把室外空气输送至室内。这时就要使用流量大而压力小的空气输送管道,螺旋风管就适用,一般情况下使用镀锌铁管,有腐蚀性及特别潮湿场所使用不锈钢管。

螺旋风管加工安装风管连接注意事项
螺旋风管加工要求:
一、螺旋风管加工连接要求:
1)单壁螺旋风管直径≤600mm采用芯管插接加自攻螺丝连接方式,直径>600mm采用角钢法兰连接。
2)双壁螺旋风管直径<650mm采用机械法兰连接,直径≥650mm采用角钢法兰连接。
二、双壁螺旋风管加工一般规定:
1)外层螺旋风管镀锌板为热镀锌,其外层镀锌板厚度同单壁螺旋风管要求。
2)内层板为0.55mm厚的穿孔镀锌板,穿孔率应在30%以上。
3)中间保温层采用厚度为25mm、密度为32kg/m3的玻璃棉做保温吸声,外贴碳化无纺布。
三、单壁螺旋风管加工:
钢带架上装好成卷的薄钢带,薄钢带通过切断与焊接机构进入压制成型工作部分,成型工作头(模具)使通风管道按规定的管径锁缝成形。成型螺旋管沿成品架不断加工,向前延长,移动锯根据所需尺寸截取卷好的圆形螺旋通风管。然后从成品架上卸下放至成品区,按系统编好号。
螺旋风管的常见清洗方法
螺旋风管是专门为房间或设备的送风和排风工作进行服务的管道。而安装完的风管要保证表面光滑洁净,才能确保其使用功效。因此,螺旋风管有很多种清洗的方法。
今天,我们宏宾铁业就来给大家分享一下有关于我们的螺旋风管的几种清洗方式吧!
1、气体冲洗法
这种方式,主要是借助于连接到风管的配备有喷嘴的软管,来通过输送压缩空气的方法进行s气压冲洗。依靠喷嘴来提升压强,使得压缩空气能将尘土和秽物等都喷出去。而被压缩空气去除掉的秽物和尘土则顺着风管被输送到真空的集容器当中,以避免二次污染。
2、真空吸污法
通过用类似手握式的真空吸污管来进行吸污处理,之后再用刷子直接接触管道内壁以清除秽物。这种方法需要螺旋风管有较大的检修孔让进行去污处理的操作工人能够有足够的操作空间。
此外,这种方法有可能会漏掉一部分尘土和秽物,因为螺旋风管不能形成完全的负压条件。
3、动力洗刷法
用气动或者电动的毛刷将脏污刷动,然后将秽物用和气体冲洗相同的方法和方向被吸到真空收集器中。不过,在使用这种方法时,要求尽可能得小心以免破坏保温材料的表面。
不锈钢螺旋风管焊接工艺及流程知识
不锈钢螺旋风管焊接连接的工艺流程有哪些?
为此请教了这方面的,据他们介绍,不锈钢管焊接连接的工艺流程为:安装准备→预制加工→安装干管→安装立管→安装支管→管道防腐和保温→管道冲洗和试压。
1.预制加工
是按照图纸,画出管道的分路、管径、变径、预留管口以及阀门位置等草图,并做好标记,然后标记出实际准确尺寸。按图纸进行预加工,按管段进行分组标号,阀门试压合格后才能使用。
2.干管的安装
(1)一般管道焊接应采用手工亚弧焊,以保证管道内的清洁;切割时应使用砂轮切割机。
(2)管壁厚不大于4mm时,可不开坡口,焊接时两管之间应留有2—3mm的间隙;当大于4mm时,则要开单边坡口或V形坡口,坡口度为65度左右,焊接时两管之间应留有2—3mm的间隙。
(3)管子组对时其内外壁应平齐,错边总量不能超过2mm。
(4)管道安装时每米偏差不大于1mm,全长偏差应不大于10mm。
(5)管道支吊架应选用角钢进行现场加工制作,以便对支架的制作质量进行控制。
3.立管的安装
将立管按编号进行分层排开,按照顺序进行安装。在进行安装时,每层应至少设立一个管卡。安装好后,用线坠吊直找正。
4.通水试验
灌s水试验要求:灌s水高度应不低于地面高度,时间为20分钟,液面不下降,则说明管道不渗漏,为合格。
通球试验要求:利用硬质空塑料球,球径为管内径的2/3—3/4。把球从顶端放入,在底部进行检查,要在管内通入水,如果试球通畅,即为合格。













