【除尘螺旋风管图片】_螺旋风管厂_除尘螺旋风管(联系我们)
2022-01-13 09:17:31
螺旋风管机是怎么进行工作的
镀锌螺旋管的强度高,1.0mm的材料可以改为0.6mm,可以降低成本.镀锌,顾名思义,主要是在铁皮上镀锌,保护铁皮不受腐蚀、锈蚀、变形等自然环境的影响.
白铁管早广泛应用于吸风、除尘、排烟等各种管道.随着镀锌螺旋管的出现,白铁管逐渐消除除尘螺旋风管,不锈钢材料的螺旋风管高,镀锌螺旋管已成为各种管道系统的共同生产。
镀锌螺旋管主要用于以下领域:废气处理.镀锌螺旋管具有较大的风量和较小的压力.工厂车间的废气要从外面排放.螺旋管作为一种新型的管道施工技术,其生产效益是不言而喻的:美观、强度高、机械自动化程度高、加工和制造速度快,可以减少设备的任务量,大大提高任务的效率。自少数繁荣国加的出现以来,我国圆管加工质量取得了长足的进步,完成了圆管加工质量的飞跃。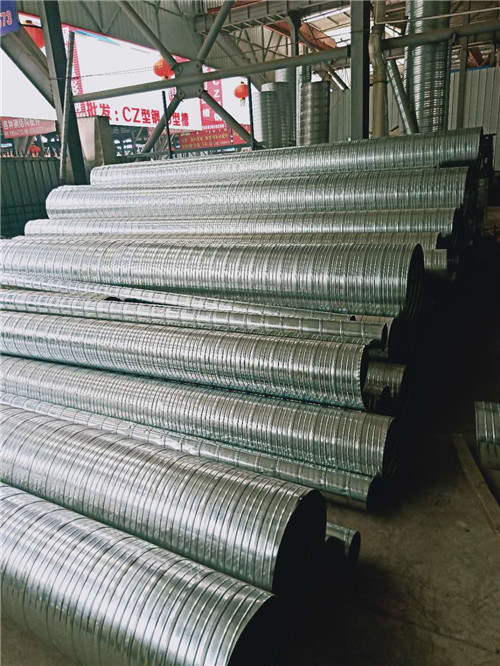
你知道螺旋风管的安装方法吗?
随着技术水平不断提高,许多用户都想知道螺旋风管是怎么安装的镀锌螺旋风管,针对这个问题,下面咱们一同来了解螺旋风管的安装方法吧。
1.一般送排风系统和通风系统要依据现场实践规划的设备图来安装,并要在建筑物围护结构施工完结,一同设备部位的障碍物已整理和地面无杂物的条件下进行。
2、判定标高,设备风管支吊架,除锈后刷防锈漆一道不锈钢螺旋风管。风管支、吊架的吊点,一般选用预埋铁件,支、吊架二次灌浆,膨胀螺栓法或钉等。
3、按风管的中心线找出吊杆敷设位置,单吊杆在风管的中心线上,双吊杆能够按托盘的螺栓孔间距或风管的中心线对称设备。吊杆依据吊件方法能够焊在吊件上,也可挂在吊件上,焊接后应涂防锈漆。
4、立管管卡设备时,应先把zui上面的一个管件固定好,再用吊线锤在中心处吊线,下面的管卡可按线进行固定。当风管较长,需求设备一排支架时,可先把两端的设备好,然后以两端的支架为准,用拉线法找出中心支架的标高进行设备。
5、为保证法兰接口的严密性,法兰之间应有垫料,一般空调系统及送、排风系统的法兰垫料选用8501密封胶带,软橡胶板闭孔海绵橡胶板。法兰垫料不得挤入或凸入管内。法兰垫料应尽量削减接头,接头应选用梯形或榫形联接,并涂胶粘牢,法兰联接后严禁往法兰缝隙镇塞垫料。
6、法兰联接时,把两个法兰先对正,穿上几个螺栓并载上螺母,暂时不要上紧,然后用尖冲塞进穿不上螺栓的螺孔中,把两个螺孔橇正,直到所有螺栓都穿上后,再把螺栓拧紧。为了避免螺栓滑扣,紧螺栓时应按十字交叉逐渐均匀地拧紧,联接法兰的螺母应在同一侧,联接好的通风管道设备图片,应以两端法兰为准,接线查验风客联接应平直。
螺旋风管是怎样炼成的?
首先根据客户定下的规格配对相应的材料厚度,然后在到钢材市场选择质量的材料,记住-本公司所用材料均为生产,绝没有偷工减料,再说这年头材料不值钱人工才是关键,螺旋风管不像做方风管,材料一次必须一次买6吨以上,还得发外加工分条。分条完后拉回工厂开始按规格生产加工,前期的准备工作已经就绪,就像炒菜一样,得先买菜,准备油盐下锅。。。我公司可生产φ125至φ3200毫米(直径与厚度适当配合),无级选择。
安装螺旋圆风管的优点
因为需求的差异化,在不同的领域中可以使用不同类型的风管产品。螺旋风管是目前应用反响比较好的风管类型,它的各个配件生产的时候基本上都已经采用自动化,系统化的生产方式,而且还有工业化的质量控制。螺旋风管的应用越来越广,主要因为它具备很多的优势。
1、风管安装工程所支出的成本比较少,而且安装所需要的时间也只是大部分矩形风管的三分之一。
2、在安装这类风管的时候,不需要太大的空间。如果压降不增加的情况下,在同样的空间当中可以安装直径200毫米的圆形风管,如果安装矩形风管的时候就只能安装250*150mm的类型。要是不另外扩大空间的情况下,好几条平行安装的圆形风管就可以代替扁平的矩形风管了。如果要对各种因素综合考虑之后,安装螺旋风管所需要的空间基本上要比矩形风管的要少很多。很多矩形风管在安装的时候还要有四螺栓系统,所以,风管会向各个方向增加40到80毫米左右。
3、圆形风管所产生的风阻和矩形的相比要低了很多,而且它的加工工艺是采用非常精密的咬口形式。一些进口的设备所使用的模具都是一些比较特别的钢材结构,就算是使用了一段时间以后,它的压制模具表面还是可以保持较好的状态,对镀锌钢板有非常好的保护作用,让风管可以使用更久的时间。另外,它的接缝也是比较平整的,具有较好的连接效果,密封效果也是非常理想的。
4、采用了非常可靠的密封圈防漏系统。采用了精细的螺旋压制楞筋工艺可以让螺旋风管在承受压力方面有非常好的强度,管道具有非常大的刚性,非常的坚固,在较大的压力下也不会有损坏变形的问题,而且材料的厚度可以减少很多,节约成本。

风管加工的操作工艺
1、划线要据风管的不同尺寸形状和规格,分别进行,同时对同一段通风管道风管要完整进行,防止划线错孔,下料的多少有误。
2、板材剪切依据划线的阶段不同,分别进行,同时必须进行下料的复核,以免有误。按划线形状用机械剪刀和手工剪刀进行剪切。
3、风管加工剪切时,手严禁伸人机械压板空隙中,上刀架不准放置工具等物品,调整板料时,脚不能放在踏板机上,使用固定式震动剪两手要扶稳钢板,手离刀口不得小于5cm,用力均匀适当。
4、板材下料后在轧口之前,必须用倒角机或剪刀进行倒角工作。
5、金属薄钢板制作的风管用咬口连接、铆钉连接、焊接等不同方法。不同板材咬口或焊接界限如表lO规定。
6、咬口宽度和留量根据板材厚度而定。
7、焊接时必须焊缝均匀,无裂纹及加渣现象;铆钉连接时,必须时铆钉中心先垂直于版面,铆钉头把材材压紧,使板缝密合并排列整齐、均匀。另板材之间铆接,一般中间可不加垫料,设计规定时,遵循设计。
8、咬口时手指距滚轮护壳不小于50mm,手不准放在咬口机轨道上扶稳板料。
9、咬口后的板料将画好的折方线放在折方机上,置于下模的中心线,操作时,使机械上刀片中心线与下模中心线重合,折成所需要的角度。
lO、折方时应互相配合并与折方机保持一定距离,以免被翻转的钢板或配件碰伤。
l l、制作圆风管加工时,将咬口两端拍成圆弧状放在卷圆机上卷圆。按风管直径规格适当调整上、下辊间距,操作时,手不得直接推送钢板。
12、折方或卷圆后的钢板用合口机或手工进行合缝。操作时用力均匀,不宜过重。单、双口确实咬合,无胀裂和半咬口现象。













