铁皮螺旋风管_昌邑铁皮螺旋风管价格_推荐信息放心选择
2021-09-18 09:19:39
螺旋风管机是怎么进行工作的
镀锌螺旋管的强度高铁皮螺旋风管,1.0mm的材料可以改为0.6mm螺旋风管,可以降低成本.镀锌,顾名思义,主要是在铁皮上镀锌,保护铁皮不受腐蚀、锈蚀、变形等自然环境的影响.
白铁管早广泛应用于吸风、除尘、排烟等各种管道.随着镀锌螺旋管的出现,白铁管逐渐消除,不锈钢材料的螺旋风管高,镀锌螺旋管已成为各种管道系统的共同生产。
镀锌螺旋管主要用于以下领域:废气处理.镀锌螺旋管具有较大的风量和较小的压力.工厂车间的废气要从外面排放.螺旋管作为一种新型的管道施工技术,其生产效益是不言而喻的:美观、强度高、机械自动化程度高、加工和制造速度快,可以减少设备的任务量,大大提高任务的效率镀锌螺旋风管。自少数繁荣国加的出现以来,我国圆管加工质量取得了长足的进步,完成了圆管加工质量的飞跃。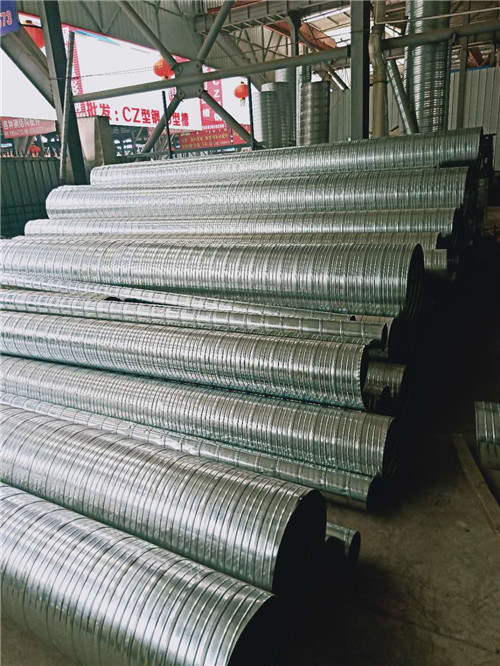
螺旋风管机工作原理
1. 通风系统的分类方法较多,按照不同的分类方法有不同的名称。
(1)按通风系统的动力来分
通风方式按照空气流动动力的不同,2可以分为自然通风和机械通风两大类。
1) 自然通风
自然通风原理。自然通风是依靠室内外温差所造成的热压,或者室外风力的作用在建筑物上形成的压差,使室内的空气进行交换不锈钢螺旋风管,从而改善室内空气环境。
2) 机械通风
利用通风机所产生的动力,使室内外空气进行交换的通风方式为机械通风。其优点是:通风量、风压不受室外气象条件的限制,通风比较稳定,对空气处理比较方便,通风调节比较灵活。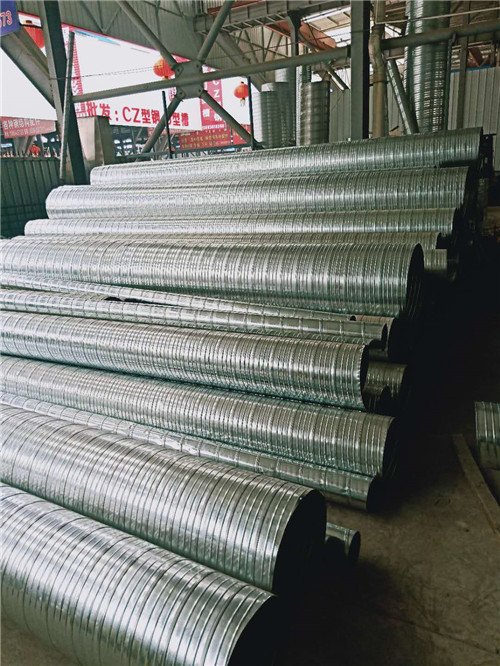
螺旋风管的优势
螺旋风管的安装显著地减少了管与管之间的连接点,使管件结合部的泄漏减少到s低程度,典型的螺旋风管长度是3~6m,而典型的矩形风管的长度只有1~1.5m;且连接两个螺旋风管只需一个管接件,而传统的矩形风管的连接则常常需要一个完全独立的双法兰系统。
1.标准化产品。
螺旋圆风管的配件(管件和接头)的生产已高度自动化、系统化,并具有工业化的质量控制。
2.安装费用低。
圆形风管系统的安装时间只有相类似的矩形管道的1/3。
3.通常只需较小的安装空间。
在不增加任何压降的情况下,相同的安装空间内直径为200mm的圆形管道可取代250×150mm的矩形管道。在不增加额外安装空间的前提下,数条平行的圆形管道可取代扁平矩形管道。考虑了所有的因素,在绝大多数情况下,圆形管道所占用的空间都要少于矩形管道。对同样的压力特性,数条圆形管道的安装空间常常与一条矩形管道的的安装空间相同或更少。许多矩形管道系统安装时需要4螺栓系统,因而在管道的各个方向增加40~80mm。
4.压降低:众所周知,圆形风管的风阻比矩形风管的风阻要小得多。
螺旋风管中疑惑的分析与讲解
风管中,其螺旋风管这一大类,是应用非常广泛的,而且也是经常会使用到的一种风管,所以说,其的学习与了解工作,是很有必要来进行的,而且还不能马虎对待。那么,基于上述要求,下面我们来着手进行吧,使大家通过学习从中受益。
对于螺旋风管,其生产制造,可以实现批量化生产吗?
这个话,对宏宾铁业是没有任何问题的,因为从目前来看,该风管的生产,已经实现了系统化和自动化,并且在质量控制上,也可以做到很好,所以实现批量化生产,是完全没有问题的,还可以保证有好的产品质量。
安装螺旋圆风管的优点
因为需求的差异化,在不同的领域中可以使用不同类型的风管产品。螺旋风管是目前应用反响比较好的风管类型,它的各个配件生产的时候基本上都已经采用自动化,系统化的生产方式,而且还有工业化的质量控制。螺旋风管的应用越来越广,主要因为它具备很多的优势。
1、风管安装工程所支出的成本比较少,而且安装所需要的时间也只是大部分矩形风管的三分之一。
2、在安装这类风管的时候,不需要太大的空间。如果压降不增加的情况下,在同样的空间当中可以安装直径200毫米的圆形风管,如果安装矩形风管的时候就只能安装250*150mm的类型。要是不另外扩大空间的情况下,好几条平行安装的圆形风管就可以代替扁平的矩形风管了。如果要对各种因素综合考虑之后,安装螺旋风管所需要的空间基本上要比矩形风管的要少很多。很多矩形风管在安装的时候还要有四螺栓系统,所以,风管会向各个方向增加40到80毫米左右。
3、圆形风管所产生的风阻和矩形的相比要低了很多,而且它的加工工艺是采用非常精密的咬口形式。一些进口的设备所使用的模具都是一些比较特别的钢材结构,就算是使用了一段时间以后,它的压制模具表面还是可以保持较好的状态,对镀锌钢板有非常好的保护作用,让风管可以使用更久的时间。另外,它的接缝也是比较平整的,具有较好的连接效果,密封效果也是非常理想的。
4、采用了非常可靠的密封圈防漏系统。采用了精细的螺旋压制楞筋工艺可以让螺旋风管在承受压力方面有非常好的强度,管道具有非常大的刚性,非常的坚固,在较大的压力下也不会有损坏变形的问题,而且材料的厚度可以减少很多,节约成本。

风管加工的操作工艺
1、划线要据风管的不同尺寸形状和规格,分别进行,同时对同一段通风管道风管要完整进行,防止划线错孔,下料的多少有误。
2、板材剪切依据划线的阶段不同,分别进行,同时必须进行下料的复核,以免有误。按划线形状用机械剪刀和手工剪刀进行剪切。
3、风管加工剪切时,手严禁伸人机械压板空隙中,上刀架不准放置工具等物品,调整板料时,脚不能放在踏板机上,使用固定式震动剪两手要扶稳钢板,手离刀口不得小于5cm,用力均匀适当。
4、板材下料后在轧口之前,必须用倒角机或剪刀进行倒角工作。
5、金属薄钢板制作的风管用咬口连接、铆钉连接、焊接等不同方法。不同板材咬口或焊接界限如表lO规定。
6、咬口宽度和留量根据板材厚度而定。
7、焊接时必须焊缝均匀,无裂纹及加渣现象;铆钉连接时,必须时铆钉中心先垂直于版面,铆钉头把材材压紧,使板缝密合并排列整齐、均匀。另板材之间铆接,一般中间可不加垫料,设计规定时,遵循设计。
8、咬口时手指距滚轮护壳不小于50mm,手不准放在咬口机轨道上扶稳板料。
9、咬口后的板料将画好的折方线放在折方机上,置于下模的中心线,操作时,使机械上刀片中心线与下模中心线重合,折成所需要的角度。
lO、折方时应互相配合并与折方机保持一定距离,以免被翻转的钢板或配件碰伤。
l l、制作圆风管加工时,将咬口两端拍成圆弧状放在卷圆机上卷圆。按风管直径规格适当调整上、下辊间距,操作时,手不得直接推送钢板。
12、折方或卷圆后的钢板用合口机或手工进行合缝。操作时用力均匀,不宜过重。单、双口确实咬合,无胀裂和半咬口现象。













