【圆形螺旋风管供应商】批发,厂,图片(电话咨询)
2021-04-25 09:21:17
螺旋风管特点
经济性:
A:根据国家规范,同等管径圆形螺旋风管,板厚降低10-15%。(主材造价降低10-15%);
B:同等条件下满状辅材(吊键等)结果简单,数量少,安装辅材造价降低30% ;
C:施工时吊装效率比矩形风管提高一倍;
D:同等条件下,可将举行风管低速送排风变为高速送排风,系统设计可减少风管总量,不仅经济,而且节约空间。
可能性:
A:同样板厚及同等管径圆形螺旋风管下,螺旋风管强度高;
B: 风管外表为圆形,外形美观;
C:同等截面下,圆形风管比矩形风管结构张力合理,大幅度提高风管刚性,明显降低颤震噪音;
D:同等长度下,法兰连接数量少,蜜蜂性能优于矩形风管,使系统通风质量大大提高,风管。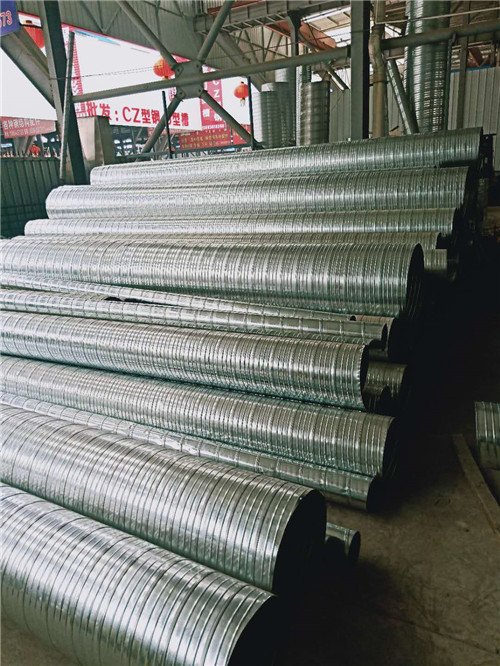
螺旋风管的优点
螺旋风管的九大优点是:
1) 产品配套性好、标准化程度高;
2) 密闭性强;
3) 通风损耗小;
4) 工厂检测方便;
5) 抗均衡外压(负压)程序;
6) 材料省;
7) 安装成本低;
8) 安装整体布局美观;
9) 常保养清洗方便。
过大或过小均会影响风管法兰的质量如风管扭曲、错位及安装和连接上的不便不锈钢螺旋风管。后必须使用与共板法兰风管法兰面相应配套的共板法兰手动折边机或板料液压折弯机,配上下模进行风管与法兰连接面的折边加工,否则会影响法兰面的加工质量,如法兰面损坏、扭曲不平等。
锌螺旋风管的特点
镀锌螺旋风管的两端,正常情况下是外接配件,比如弯头等,并且在两端还设有密封圈,但没有凹槽,其主要特点有:
(1)外形美观、强度高、密封性能好。
(2)安装简单,使用寿命长。
(3)内外壁都非常光滑,因此风道阻力小,使用时不会产生噪音。
(4)基本上不需要进行维护,还能降低能耗,节约费用。
我们供应的产品均为标准化产品,而且价格优惠,安装简便,欢迎您的来电咨询。

螺旋风管是怎样炼成的?
首先根据客户定下的规格配对相应的材料厚度,然后在到钢材市场选择质量的材料,记住-本公司所用材料均为生产,绝没有偷工减料,再说这年头材料不值钱人工才是关键,螺旋风管不像做方风管,材料一次必须一次买6吨以上,还得发外加工分条。分条完后拉回工厂开始按规格生产加工,前期的准备工作已经就绪,就像炒菜一样,得先买菜,准备油盐下锅。。。我公司可生产φ125至φ3200毫米(直径与厚度适当配合),无级选择。
风管加工的操作工艺
1、划线要据风管的不同尺寸形状和规格,分别进行,同时对同一段通风管道风管要完整进行,防止划线错孔,下料的多少有误。
2、板材剪切依据划线的阶段不同,分别进行,同时必须进行下料的复核,以免有误。按划线形状用机械剪刀和手工剪刀进行剪切。
3、风管加工剪切时,手严禁伸人机械压板空隙中,上刀架不准放置工具等物品,调整板料时,脚不能放在踏板机上,使用固定式震动剪两手要扶稳钢板,手离刀口不得小于5cm,用力均匀适当。
4、板材下料后在轧口之前,必须用倒角机或剪刀进行倒角工作。
5、金属薄钢板制作的风管用咬口连接、铆钉连接、焊接等不同方法。不同板材咬口或焊接界限如表lO规定。
6、咬口宽度和留量根据板材厚度而定。
7、焊接时必须焊缝均匀,无裂纹及加渣现象;铆钉连接时,必须时铆钉中心先垂直于版面,铆钉头把材材压紧,使板缝密合并排列整齐、均匀。另板材之间铆接,一般中间可不加垫料,设计规定时,遵循设计。
8、咬口时手指距滚轮护壳不小于50mm,手不准放在咬口机轨道上扶稳板料。
9、咬口后的板料将画好的折方线放在折方机上,置于下模的中心线,操作时,使机械上刀片中心线与下模中心线重合,折成所需要的角度。
lO、折方时应互相配合并与折方机保持一定距离,以免被翻转的钢板或配件碰伤。
l l、制作圆风管加工时,将咬口两端拍成圆弧状放在卷圆机上卷圆。按风管直径规格适当调整上、下辊间距,操作时,手不得直接推送钢板。
12、折方或卷圆后的钢板用合口机或手工进行合缝。操作时用力均匀,不宜过重。单、双口确实咬合,无胀裂和半咬口现象。













