莱西除尘螺旋风管价格图片 (多图)
2021-03-23 09:24:54
宏宾铁业——螺旋风管
风管所用的螺栓、螺母、垫圈和铆钉均应采用与管材性能相匹配、不会产生电化学腐蚀的材料,或采取镀锌或其他防腐措施,并不得采用抽芯铆钉;不应在风管内设加固框及加固筋,风管无法兰连接不得使用S形插条、直角形插条及立联合角形插条等形式;空气洁净等级为1~5级的净化空调系统风管不得采用按扣式咬口;风管的清洗不得用对人体和材质有危害的清洁剂;镀锌风管不得有镀锌层严重损坏的现象,如表层大面积白花、锌层粉化等。
螺旋风管设备运转钢板不动的原因
出现螺旋风管设备运转钢板不动主要原因有两个,一是钢板带与钢带之间的摩擦力过大,钢板带无法带动钢板;二是咬口装置滚轮承压钢板带的压力偏小除尘螺旋风管,致使钢板带打滑,无法带动钢板。
出现以上问题,首先检查钢带处喷洒润滑油的数量及清洁度、如果喷油量减小,应增大喷油量。如润滑油内杂质过多,则应更换润滑油。如上述处理后故障仍末排除,则应适度调紧滚轮L的螺栓,增大滚轮对钢板带的压力。
螺旋风管的优势
螺旋风管的安装显著地减少了管与管之间的连接点镀锌螺旋风管,使管件结合部的泄漏减少到s低程度,典型的螺旋风管长度是3~6m,而典型的矩形风管的长度只有1~1.5m;且连接两个螺旋风管只需一个管接件,而传统的矩形风管的连接则常常需要一个完全独立的双法兰系统。
1.标准化产品。
螺旋圆风管的配件(管件和接头)的生产已高度自动化、系统化,并具有工业化的质量控制。
2.安装费用低。
圆形风管系统的安装时间只有相类似的矩形管道的1/3。
3.通常只需较小的安装空间。
在不增加任何压降的情况下,相同的安装空间内直径为200mm的圆形管道可取代250×150mm的矩形管道。在不增加额外安装空间的前提下,数条平行的圆形管道可取代扁平矩形管道。考虑了所有的因素,在绝大多数情况下,圆形管道所占用的空间都要少于矩形管道。对同样的压力特性,数条圆形管道的安装空间常常与一条矩形管道的的安装空间相同或更少。许多矩形管道系统安装时需要4螺栓系统,因而在管道的各个方向增加40~80mm。
4.压降低:众所周知,圆形风管的风阻比矩形风管的风阻要小得多。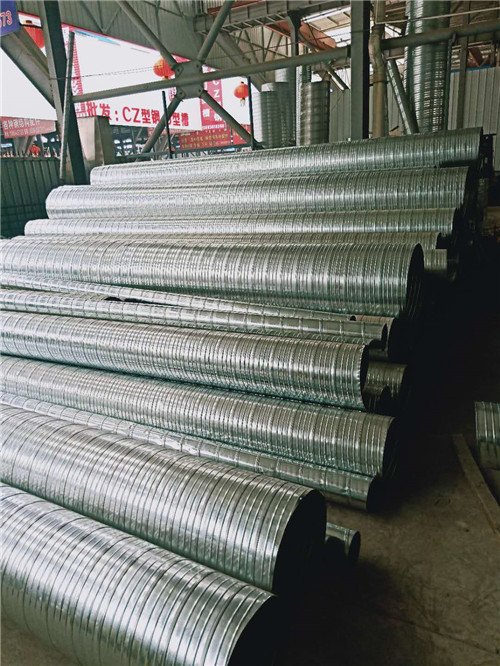
不锈钢螺旋风管焊接工艺及流程知识
不锈钢螺旋风管焊接连接的工艺流程有哪些?
为此请教了这方面的,据他们介绍,不锈钢管焊接连接的工艺流程为:安装准备→预制加工→安装干管→安装立管→安装支管→管道防腐和保温→管道冲洗和试压。
1.预制加工
是按照图纸,画出管道的分路、管径、变径、预留管口以及阀门位置等草图,并做好标记,然后标记出实际准确尺寸。按图纸进行预加工,按管段进行分组标号,阀门试压合格后才能使用。
2.干管的安装
(1)一般管道焊接应采用手工亚弧焊,以保证管道内的清洁;切割时应使用砂轮切割机。
(2)管壁厚不大于4mm时,可不开坡口,焊接时两管之间应留有2—3mm的间隙;当大于4mm时,则要开单边坡口或V形坡口,坡口度为65度左右,焊接时两管之间应留有2—3mm的间隙。
(3)管子组对时其内外壁应平齐,错边总量不能超过2mm。
(4)管道安装时每米偏差不大于1mm,全长偏差应不大于10mm。
(5)管道支吊架应选用角钢进行现场加工制作,以便对支架的制作质量进行控制。
3.立管的安装
将立管按编号进行分层排开,按照顺序进行安装。在进行安装时,每层应至少设立一个管卡。安装好后,用线坠吊直找正。
4.通水试验
灌s水试验要求:灌s水高度应不低于地面高度,时间为20分钟,液面不下降,则说明管道不渗漏,为合格。
通球试验要求:利用硬质空塑料球,球径为管内径的2/3—3/4。把球从顶端放入,在底部进行检查,要在管内通入水,如果试球通畅,即为合格。

螺旋风管承受压力大小
螺旋风管能够承受多大的压力?关于这个问题,其具体回答是:螺旋风管s大能够承受6000pa的压力,不过在实际中一般为3000-4000pa,这是用到s多的了。当然也有壁厚非常厚,s多承受的压力达到8000pa,但由于太费到头,一般不会去做如1.3及其以上的。
风管及螺旋风管,它们都是风管,而且螺旋风管还是风管中的一种,是使用比较多的一种,因此对我们来讲,不管是哪种,都需要进行学习和了解才行,这样才能够全方面熟悉和了解网站中的风管产品,并增加我们这方面的知识量。
风管加工的操作工艺
1、划线要据风管的不同尺寸形状和规格,分别进行,同时对同一段通风管道风管要完整进行,防止划线错孔,下料的多少有误。
2、板材剪切依据划线的阶段不同,分别进行,同时必须进行下料的复核,以免有误。按划线形状用机械剪刀和手工剪刀进行剪切。
3、风管加工剪切时,手严禁伸人机械压板空隙中,上刀架不准放置工具等物品,调整板料时,脚不能放在踏板机上,使用固定式震动剪两手要扶稳钢板,手离刀口不得小于5cm,用力均匀适当。
4、板材下料后在轧口之前,必须用倒角机或剪刀进行倒角工作。
5、金属薄钢板制作的风管用咬口连接、铆钉连接、焊接等不同方法。不同板材咬口或焊接界限如表lO规定。
6、咬口宽度和留量根据板材厚度而定。
7、焊接时必须焊缝均匀,无裂纹及加渣现象;铆钉连接时,必须时铆钉中心先垂直于版面,铆钉头把材材压紧,使板缝密合并排列整齐、均匀。另板材之间铆接,一般中间可不加垫料,设计规定时,遵循设计。
8、咬口时手指距滚轮护壳不小于50mm,手不准放在咬口机轨道上扶稳板料。
9、咬口后的板料将画好的折方线放在折方机上,置于下模的中心线,操作时,使机械上刀片中心线与下模中心线重合,折成所需要的角度。
lO、折方时应互相配合并与折方机保持一定距离,以免被翻转的钢板或配件碰伤。
l l、制作圆风管加工时,将咬口两端拍成圆弧状放在卷圆机上卷圆。按风管直径规格适当调整上、下辊间距,操作时,手不得直接推送钢板。
12、折方或卷圆后的钢板用合口机或手工进行合缝。操作时用力均匀,不宜过重。单、双口确实咬合,无胀裂和半咬口现象。













