除尘螺旋风管_除尘螺旋风管电话
2020-07-20 09:50:28
螺旋风管设备运转钢板不动的原因
出现螺旋风管设备运转钢板不动主要原因有两个,一是钢板带与钢带之间的摩擦力过大,钢板带无法带动钢板;二是咬口装置滚轮承压钢板带的压力偏小,致使钢板带打滑,无法带动钢板。
出现以上问题除尘螺旋风管,首先检查钢带处喷洒润滑油的数量及清洁度、如果喷油量减小,应增大喷油量。如润滑油内杂质过多,则应更换润滑油。如上述处理后故障仍末排除,则应适度调紧滚轮L的螺栓,增大滚轮对钢板带的压力。
造成成型风管开裂的主要原因是公口、母口尺寸预留量不当,制造精s确度差,公差配合间隙过大。
出现以上问题除尘螺旋风管,可通过调整咬口装置上的调节螺栓,精s确控制公口、母曰的尺寸预留量,使其符合规定标准。
造成风管咬口尺寸不稳、宽窄不一的主要原因是调整螺栓未上紧,钢板带工作过程中左右晃动,导致公口、母口的尺寸发生变化。
解决上述问题,可调整螺栓的松紧程度到适宜水平,以不影响钢板带正常运行为准。
出现咬口跑偏主要是上料架所对应的钢带尺寸角度过大或过小。解决该问题的主要办法是,设备运行前仔细检查公口、母口咬合处,将公口调整到母口中央位置。然后将机器调整到手动档,手动运转,继续调整公口、母口位置。如运转一周,公口始终位于母口中央位置,即可调整为自动档进行批量生产。

使用螺旋风管安装时有哪些优势?
螺旋风管有镀锌螺旋风管、不锈钢螺旋风管、复合螺旋风管等。大家对螺旋风管大致也有些了解,那么螺旋风管安装时与其他风管比较有那些优势呢?
⑴减少泄漏。
螺旋风管三通的安装显著地减少了管与管之间的连接点,使管件结合部的泄漏减少到低程度,典型的螺旋风管长度是3~6m,而典型的矩形风管的长度只有1~1.5m;且连接两个螺旋风管只需一个管接件,而传统的矩形风管的连接则常常需要一个完全独立的双法兰系统。
⑵标准化产品。
螺旋圆风管的配件(管件和接头)的生产已高度自动化、系统化,并具有工业化的质量控制。
⑶安装费用低。
圆形风管系统的安装时间只有相类似的矩形管道的1/3。
螺旋风管的优势
螺旋风管的安装显著地减少了管与管之间的连接点,使管件结合部的泄漏减少到s低程度,典型的螺旋风管长度是3~6m,而典型的矩形风管的长度只有1~1.5m;且连接两个螺旋风管只需一个管接件,而传统的矩形风管的连接则常常需要一个完全独立的双法兰系统。
1.标准化产品。
螺旋圆风管的配件(管件和接头)的生产已高度自动化、系统化,并具有工业化的质量控制。
2.安装费用低。
圆形风管系统的安装时间只有相类似的矩形管道的1/3。
3.通常只需较小的安装空间。
在不增加任何压降的情况下,相同的安装空间内直径为200mm的圆形管道可取代250×150mm的矩形管道。在不增加额外安装空间的前提下,数条平行的圆形管道可取代扁平矩形管道。考虑了所有的因素,在绝大多数情况下,圆形管道所占用的空间都要少于矩形管道。对同样的压力特性,数条圆形管道的安装空间常常与一条矩形管道的的安装空间相同或更少。许多矩形管道系统安装时需要4螺栓系统,因而在管道的各个方向增加40~80mm。
4.压降低:众所周知,圆形风管的风阻比矩形风管的风阻要小得多。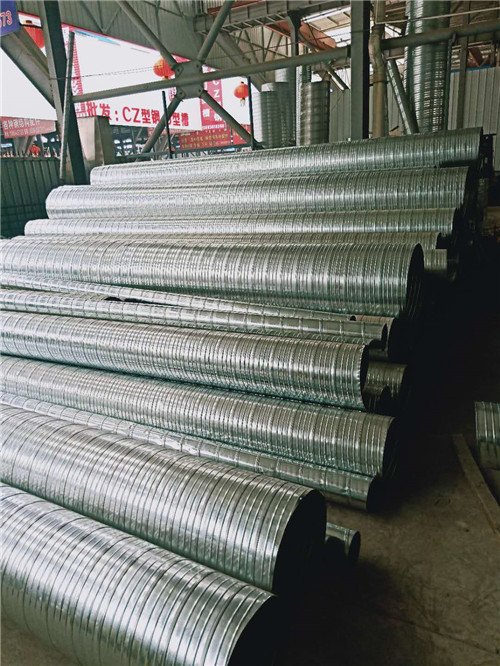
浅析如何计算排烟螺旋风管的截面尺寸
在进行排烟的螺旋风管的设计、安装的时候,我们都会有疑问:究竟要怎么选择合适排烟螺旋风管呢?
今天我们就来向大家科普科普,按照规范要求我们要怎么计算排烟螺旋风管的截面尺寸吧。希望通过下面计算示例,能让各位用户好好学习学习哦。
【基本公式】
螺旋风管尺寸=风量÷风速
风量=房间面积×房间高×换气次数
【计算示例1】(已知风量40000m3/h,风速9m/s)
∵风量40000m3/h,风速9m/s
∴螺旋风管尺寸=40000÷9÷3600=1.23㎡
∵1.23=1.5×0.82
∴螺旋风管尺寸为1500mm×800mm
计算示例1解析
1、除以3600是因为一小时有3600秒,在运用公式计算的时候,前后的单位要统一
2、这个公式对所有螺旋风管计算都适用,但9m/s这个风速值不是固定值,需要自行确定
3、排烟、排风的公式都是一样的算法,但9m/s的风速值需要根据噪音的要求进行调整,在调整时可以参考下采暖通风设计规范消声部分
4、矩形螺旋风管的规格更好用标准的,施工规范里的是1600mm,没有1500mm的规格
5、具体计算方法以相关的新规为准.
焊接螺旋风管的技术要求
(1)手工电弧焊时焊机应采用直流反接,亚弧焊时应采用直流正接。
(2)在焊接前,应将焊丝用不锈钢丝刷掉表面的氧化皮,并用丙s酮清洗,然后进行烘干,随取随用。
(3)打底焊时焊缝厚度应尽量薄,这样利于与根部熔合良好;收弧时要成缓坡形,如有收弧缩孔,应用磨光机磨掉。必须在坡口内引弧熄弧,熄弧时应填满弧坑,防止弧坑裂纹。
(4)为了防止碳化物析出敏化及晶间腐蚀,应严格控制层间温度和焊后冷却速度,所以要求焊接时层间温度控制在60℃以下。
(5)在施焊时尽量使用亚弧焊摇把技术,该技术能很好的控制焊层表面颜色以及成形,焊接效果比较理想。
螺旋风管应避免在风管焊缝及其边缘处开孔,后一步就是焊接后,应注意清除焊缝处的熔渣,并用不绣钢丝刷或铜丝刷刷出金属光泽,再用酸洗膏进行酸洗钝化,后用热水清洗干净。
螺旋风管的经济性
A:依据国家规范,平等管径,板厚下降10-15%。(主材造价下降10-15%);
B:平等条件下满状辅材(吊键等)成果简略,数量少,装置辅材造价下降30%;
C:施工时吊装功率比矩形风管进步一倍;
D:平等条件下,可将举行螺旋风管低速送排风变为高速送排风,体系规划可减少风管总量,不仅经济,并且节省空间。













